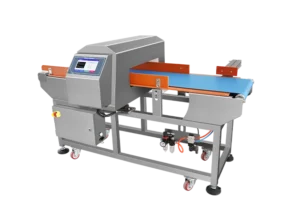
How to Optimise Food Metal Detector Sensitivity Without Causing False Rejects?
In food production, food metal detector sensitivity is often treated as a simple “higher is better” setting. In reality, pushing sensitivity too far can disrupt production with constant false rejects, while lowering it risks missing dangerous contaminants. The real challenge is not maximising sensitivity—it is optimising it.
This article explains how food manufacturers can achieve reliable, high-level detection without sacrificing line stability, using practical, engineering-based methods that reflect real production conditions.
Why Sensitivity and False Rejects Are Always in Conflict
Before adjusting any parameters, it is important to understand the inherent tension between detection performance and operational stability.
Higher sensitivity allows a system to detect smaller metal fragments. However, the same sensitivity also amplifies background “noise” from products, packaging, vibration, and the environment. The result is a narrow margin between effective detection and excessive false rejects.
Many factories fall into one of two extremes:
- Sensitivity is set too low to avoid disruption, increasing safety risk.
- Sensitivity is set too high, causing frequent line stops and material waste.
The goal is to find the engineering balance point—where real contaminants are detected reliably, while normal process variation is ignored.
Understanding What Really Affects Detection Sensitivity
To optimise performance, you first need to understand what limits it. Sensitivity is not controlled by one factor—it is the outcome of multiple interacting variables.
Product Effect and Material Composition
Food products themselves can generate signals inside the detector. Moisture, salt, fat content, and density all influence electromagnetic behaviour. High-conductivity or high-moisture products naturally reduce achievable sensitivity.
Packaging Type and Orientation
Metalised films, aluminium trays, and foil-lined cartons introduce additional interference. Even non-metal packaging can affect detection if product orientation changes during transport.
Environmental Interference on the Line
Nearby motors, variable-frequency drives, and poor grounding introduce electrical noise. Mechanical vibration from conveyors can also destabilise the signal baseline.
Aperture Size and Conveyor Stability
Larger apertures reduce detection strength. At the same time, unstable product flow creates inconsistent signal patterns that mimic contamination.
Understanding these influences prevents unrealistic expectations and guides correct system configuration.
Where False Rejects Come From in Real Production
False rejects are rarely caused by “oversensitive machines” alone. They usually emerge from a system mismatch.
Unstable Product Flow
Products bouncing, overlapping, or changing spacing can produce irregular signals that resemble metal events.
Inconsistent Product Temperature or Moisture
Warm products often behave differently from cold ones. Moisture variation during startup or shift changes is a common trigger for false alarms.
Improper Calibration Practices
Calibration performed under ideal lab conditions may not reflect real production behaviour. Using inconsistent test pieces also leads to unreliable baselines.
Electrical Noise and Line Vibration
External interference shifts the detector’s reference level. Over time, the system becomes overly reactive to normal fluctuations.
False rejects are symptoms of instability, not simply excessive sensitivity.
Practical Methods to Improve Sensitivity Without Losing Stability
True optimisation requires coordinated adjustments across the system.
Optimising Setup for Product Type
Detectors should be configured based on actual product behaviour, not generic presets. Product-specific tuning reduces background noise and allows higher usable sensitivity.
Balancing Aperture Size and Detection Range
Selecting the smallest practical aperture dramatically improves detection capability. Oversized openings reduce signal-to-noise ratio and increase false alarms.
Using Multi-Frequency or Adaptive Modes
Modern Food Metal Detectors offer multi-frequency or adaptive algorithms that compensate for product effect dynamically, enabling tighter thresholds without instability.
Creating Stable Test Standards for Validation
Use consistent, traceable test samples. Validate under real production conditions—at operating speed, temperature, and load.
These methods improve true detection capability rather than simply “turning the knob higher.”
When Hardware, Not Settings, Is the Limiting Factor
If repeated tuning fails, the limitation may be structural.
Mismatch Between Product and Detector Type
Some applications—such as wet or foil-packed foods—require specialised detector architectures. General-purpose systems cannot overcome physics through software alone.
Outdated Detection Technology
Older platforms lack adaptive filtering and advanced signal processing. No amount of tuning can deliver modern performance.
Line Design That Works Against the Detector
Poor conveyor stability, long product gaps, or uncontrolled infeed make reliable detection impossible. Sometimes, mechanical redesign is more effective than recalibration.
Recognising these boundaries prevents endless, unproductive parameter changes.
Building a Long-Term Sensitivity Management Strategy
Optimisation is not a one-time event. It is an operational discipline.
Standardised Test Routines
Define when, how, and with what standards sensitivity is verified. Consistency is more important than frequency.
Operator Training and Responsibility
Operators must understand what sensitivity represents and when adjustment is justified. Uncontrolled changes erode system integrity.
Data Logging and Trend Analysis
Monitoring reject rates and baseline drift reveals gradual instability before it becomes disruptive.
Factories that treat detection as a controlled process—not a static machine—achieve higher safety and uptime simultaneously.
Conclusion
Sensitivity and stability are not opposites. With the right engineering approach, manufacturers can detect smaller contaminants while maintaining smooth production. The key lies in understanding product behaviour, line dynamics, and system capability—then aligning them into a coherent inspection strategy.
At Jindun Elec, metal detection is treated as part of a complete production system, not an isolated device. For manufacturers seeking reliable, high-performance inspection without operational disruption, Contact Jindun Elec to explore solutions designed for real industrial conditions.
FAQs
What is an acceptable false reject rate in food production?
Most plants aim for less than 0.1–0.3% false rejects. The exact target depends on product value, throughput, and regulatory risk.
Can software updates improve metal detector sensitivity?
Yes. Modern algorithms enhance signal filtering and product compensation, often allowing tighter thresholds without instability.
How often should sensitivity be revalidated?
Typically, at shift changes, after product changeovers, and following maintenance or environmental changes.
Does product temperature affect detection accuracy?
Yes. Temperature changes can alter electrical characteristics, especially in moist or conductive foods.
When should a factory upgrade rather than recalibrate?
If acceptable sensitivity cannot be achieved after proper tuning and line stabilisation, the hardware may no longer meet application requirements.
Share With
Related Articles



Hot Products