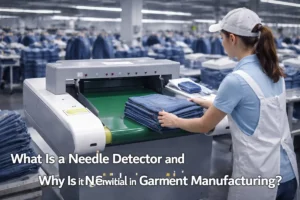
In many garment factories, managers purchase a needle detector because buyers require it, but few truly understand what happens inside the production line once the machine is installed. Needle detection is not just about owning equipment; it is about building a reliable workflow that protects products, workers, and brand reputation.
This guide explains, step by step, how a Needle Detector actually works in real garment factories—from the moment a product leaves the sewing line to the point it is cleared for packing.
Why Garment Factories Need a Structured Needle Detection Process
Before diving into mechanics, it’s important to recognise that needle detection is not merely a machine—it is a process.
High-speed sewing operations inevitably create risk. Needles break. Tips snap. Small metal fragments can remain hidden inside finished garments. Visual checks alone cannot detect these hazards, especially in thick, folded, or padded products.
For export-oriented factories, the risk is not only physical injury but also commercial loss. Many global brands require documented needle detection procedures. Without a structured process, a factory may pass inspection once but fail consistency audits later.
A proper needle detection system turns random risk into a controlled workflow.
Where Needle Detectors Are Placed in Real Production Lines
Once the role of detection is clear, the next question is placement.
In real factories, needle detectors are commonly installed:
- After sewing and finishing
- Before final packing
- At a central inspection station serving multiple lines
- Inline on dedicated production conveyors
Each layout serves a different production style. High-volume plants often use centralised inspection to reduce equipment cost. Smaller workshops may place a detector directly at the end of each line.
The goal is simple: every finished garment must pass through the detection zone before it can be packed or shipped.
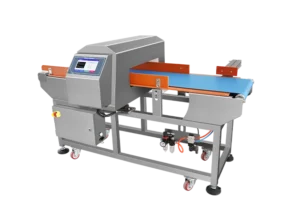
How a Needle Detector Scans Garments
When a garment reaches the machine, the detection process begins.
Creating the Detection Field
The detector generates a stable electromagnetic field inside the tunnel. Soft materials like fabric behave differently from food or plastics, so the field must be tuned specifically for textiles.
How Metal Fragments Are Identified
As a garment passes through, the system monitors disturbances in the field. Fabric density causes predictable changes. Metal fragments—no matter how small—create abnormal signals that the system recognises.
What Happens When Metal Is Detected
When a signal exceeds the threshold:
- An alarm sounds
- The conveyor may stop automatically
- The garment is isolated for inspection
- Operators remove and recheck the item
This prevents contaminated products from re-entering the flow unnoticed.
A Step-by-Step Detection Workflow in Garment Factories
Putting theory into practice, a real workflow looks like this:
- Product leaves the sewing station
- The garment is placed on the inspection conveyor
- The item passes through the detector tunnel
- System scans for metal fragments
- Alarm or stop is triggered if metal is found
- The operator removes the garment
- Secondary inspection confirms contamination
- The sewing station is checked for broken needles
Over time, this becomes routine. Operators do not “hope” garments are safe—they verify it systematically.
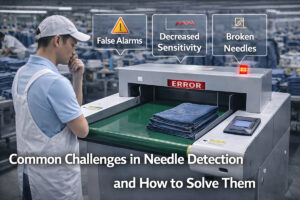
How Sensitivity Is Set Without Causing False Alarms
Detection only works when it is stable.
Garments vary in thickness, accessories, and folding styles. These variations can create signal noise if sensitivity is not calibrated correctly. Daily testing with standard needle samples allows operators to:
- Maintain reliable detection thresholds
- Avoid unnecessary stops
- Balance productivity with safety
A well-tuned Needle Detector does not slow production—it protects it.
How Needle Detection Supports Buyer Audits and Compliance
Beyond internal safety, needle detection plays a critical external role.
Global brands increasingly require:
- Documented inspection records
- Daily sensitivity checks
- Clear isolation procedures
- Traceable corrective actions
A properly implemented system demonstrates preventive control, not just reactive inspection. This is where manufacturers such as Jindun Elec focus on designing equipment that fits real factory conditions and audit requirements, rather than laboratory assumptions.
Conclusion: Needle Detection Is a System, Not Just a Machine
Effective needle detection is not about owning equipment—it is about building discipline into production.
It protects workers, reduces recalls, and preserves buyer trust. More importantly, it transforms random risk into a controlled, repeatable process.
Factories upgrading their inspection lines should treat needle detection as a production system design challenge, not just a purchasing decision.
For line-level solutions that fit real garment workflows, Contact Jindun Elec to explore practical needle detection systems built for factory environments.
FAQs