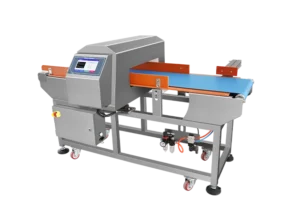
Understanding False Rejects in Food Metal Detection and How to Reduce Them
In many food factories, operators face a frustrating reality: products are rejected even though no metal contamination exists. These “false rejects” waste materials, slow production, and gradually erode confidence in the inspection system. Over time, teams begin to question whether their metal detector is truly reliable—or whether it is becoming a bottleneck in the line.
False rejects are not random accidents. They are predictable outcomes of how a detection system interacts with products, machinery, and the production environment. Understanding why they happen is the first step toward building a more stable and efficient inspection process.
What Is a False Reject in Food Metal Detection?
Before solutions can be applied, it is important to clarify what “false reject” actually means in an industrial context.
In simple terms, a false reject occurs when a product is rejected even though no metal contamination is present.
To fully understand this, it helps to compare false rejects with genuine contamination events.
How False Rejects Differ from True Contamination Events
A true contamination event occurs when metal is physically present in the product and is correctly identified by the detector. A false reject, by contrast, is triggered by non-metal factors such as product composition, vibration, or electrical interference.
In most cases, false rejects do not indicate a defective machine. They indicate a mismatch between the detection system and real production conditions. The equipment is reacting to signals it interprets as metal—even though the source is something else.
The Most Common Causes of False Rejects in Food Lines
False rejects rarely have a single cause. They usually result from a combination of product characteristics, mechanical behaviour, and environmental influences.
Product Effect in Wet, Salty, or Frozen Foods
Foods with high moisture or salt content conduct electricity. Frozen products also alter signal behaviour due to temperature and density changes. These “product effects” can resemble metal signatures, making detection more complex.
In such cases, higher sensitivity alone increases instability. A well-matched Food Metal Detector must be tuned to distinguish real metal from product-induced signals.
Mechanical Vibration and Conveyor Instability
Unstable conveyors, misaligned belts, or nearby vibrating machinery introduce micro-movements in the detection aperture. These shifts can distort the electromagnetic field and trigger false alarms, especially at higher sensitivity levels.
Electrical Noise from Nearby Equipment
Variable frequency drives, sealing machines, and high-power motors generate electromagnetic noise. Without proper grounding and shielding, this interference can be interpreted as contamination.
Improper Installation or Aperture Selection
Oversized apertures reduce signal-to-noise ratio. Poor placement near metal structures or unstable frames further amplifies detection errors. Many false reject problems originate from installation decisions rather than software settings.
Why False Rejects Cost More Than You Think
At first glance, a rejected product seems like a small loss. In reality, false rejects create compounding operational costs.
Material Waste and Rework Costs
Each rejected item may require reinspection, reprocessing, or disposal. In high-volume lines, this quickly becomes significant.
Reduced Line Efficiency and Operator Trust
Frequent false alarms disrupt workflow and slow throughput. Over time, operators may begin to override alarms or distrust the system—undermining the very purpose of inspection.
Increased Wear on Reject Mechanisms
Every unnecessary rejection activates pneumatic or mechanical systems. Excessive cycles accelerate wear and increase maintenance frequency.
Engineering Strategies to Reduce False Rejects
Reducing false rejects is not about “turning the sensitivity knob.” It is about engineering stability into the system.
Matching Detector Technology to Product Characteristics
Different foods require different detection approaches. Moist, conductive, or frozen products demand algorithms and frequencies designed for complex signals. Selecting the right detector architecture at the start defines the performance ceiling.
Optimising Installation and Mechanical Design
Stable infeed sections, rigid mounting frames, and proper distance from vibration sources dramatically improve signal clarity. Mechanical design is as important as electronics.
Environmental Control and Shielding
Grounding, cable routing, and electromagnetic shielding prevent external noise from entering the detection field. These measures are often overlooked but highly effective.
Data-Based Sensitivity Calibration
Rather than using fixed thresholds, advanced setups use real product samples to model normal variation. This allows the system to adapt to natural changes while remaining responsive to true metal contamination.
Building a More Stable Detection System, Not Just a “Sensitive” One
The goal of inspection is not maximum sensitivity—it is predictable, repeatable performance.
Sensitivity vs Stability: The Real Engineering Trade-Off
An unstable system with extreme sensitivity generates more false rejects than protection. Stability ensures that every alarm has meaning.
Why System-Level Design Outperforms Parameter Tweaking
Long-term reliability comes from aligning detector technology, mechanical structure, and environment. This system-level thinking is central to how Jindun Elec approaches industrial inspection design.
From Reactive Fixes to Predictable Performance
False rejects are not an unavoidable cost of food safety. They are a signal that the inspection system does not fully match the production environment. Moving from reactive adjustments to engineered stability transforms metal detection from a constant frustration into a predictable safeguard.
For factories struggling with recurring false alarms, the solution is rarely “more sensitivity.” It is a better-aligned system. To evaluate your current setup and explore a more stable inspection strategy, Contact Jindun Elec to discuss solutions built around real production conditions.
FAQs
Why does my metal detector reject products without metal?
Most false rejects are caused by product effect, vibration, or electrical interference. The system is reacting to non-metal signals that resemble contamination.
Are wet or frozen foods more likely to cause false alarms?
Yes. High moisture, salt content, and temperature variation change electrical properties and increase detection complexity.
Can adjusting sensitivity alone solve false rejects?
Lowering sensitivity may reduce false alarms but also increases contamination risk. Engineering stability is more effective than simple parameter changes.
How can I test whether vibration is causing false triggers?
Temporarily stop upstream equipment and observe detector stability. If false alarms disappear, mechanical vibration is a likely factor.
When should a factory consider upgrading its metal detector system?
If false rejects persist despite proper installation and calibration, the detector technology may not match the product or environment. Upgrading becomes a strategic investment rather than a cost.
Share With
Related Articles



Hot Products