In modern manufacturing, metal detection technology plays a vital role in ensuring product safety, compliance, and operational efficiency. As industries evolve, so do the challenges—faster production speeds, more complex materials, and stricter quality standards. To meet these demands, cutting-edge innovations are reshaping how manufacturers detect, monitor, and prevent contamination across industrial lines.
Why Innovation is Critical in Metal Detection
Today’s manufacturers face increasing pressure to maintain purity and precision while minimizing downtime. Relying solely on traditional detection systems often results in inefficiencies or undetected contaminants. This makes innovation not just beneficial—but essential—for competitive, compliant operations.
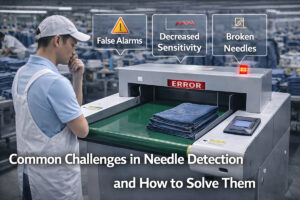
Challenges with Traditional Systems
Conventional metal detectors can struggle with false rejects, limited sensitivity, and difficulty distinguishing between real contaminants and product effects. As materials become more diverse—like multilayer packaging or conductive food items—these systems face detection blind spots.
Benefits of Adopting Emerging Technologies
Emerging detection technologies deliver higher sensitivity, faster processing, and improved stability. They enable accurate detection of ferrous, non-ferrous, and stainless-steel contaminants, even in complex products. The result: fewer false rejects, smoother production, and stronger quality assurance.
Key Emerging Technologies in Industrial Metal Detection
As technology continues to advance, several innovations are redefining industrial metal detection systems and their role in modern production lines.
Multi-Frequency Detection Systems
Unlike single-frequency models, multi-frequency detection allows simultaneous scanning across multiple signal ranges. This enhances accuracy for products with varying densities or moisture levels—especially in Food Metal Detectors and Metal Separators used across diverse production environments.
AI-Assisted Detection and Signal Processing
Artificial intelligence is now being applied to analyze signal patterns and distinguish between actual contaminants and harmless product variations. This adaptive learning reduces false rejects and improves efficiency, particularly in high-volume or multi-material lines.
X-Ray and Hybrid Detection Systems
X-ray technology is gaining traction for detecting non-metallic and hidden contaminants that traditional metal detectors may miss. X-Ray Inspection Equipment is often paired with metal detectors to form hybrid systems capable of delivering maximum protection and compliance for packaged goods.
IoT and Smart Connectivity
Internet of Things (IoT) integration enables real-time monitoring, data logging, and remote calibration. Smart connectivity helps predict maintenance needs before issues arise—supporting predictive quality control and reducing costly downtime.
Implementing Emerging Technologies in Industrial Lines
Adopting advanced detection technologies requires strategic planning to ensure compatibility, accuracy, and operational efficiency.
Assessing Production Needs
Each industry and product type has unique detection challenges. Evaluating your line’s contamination risks, packaging materials, and throughput speeds is key to choosing the right system configuration.
Integration Tips
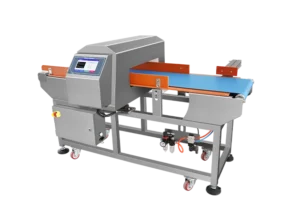
Proper installation and positioning—especially in conveyor-based systems—can significantly enhance accuracy. Ensure alignment with existing Metal Separators or Needle Detectors to maintain consistency and reduce overlap between inspection points.
Staff Training and Maintenance
New technologies perform best when operators understand their calibration, cleaning, and testing routines. Regular maintenance and software updates ensure reliable long-term performance and compliance with safety standards.
Industry Applications of Emerging Detection Technologies
From food to textiles, industries worldwide are adopting modern metal detection technologies to improve safety and efficiency.
Food Manufacturing
AI-powered and multi-frequency detectors are helping food processors comply with stringent safety regulations while reducing false alarms.
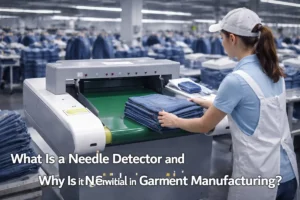
Textile and Garment Production
In fabric and apparel lines, precision detection identifies broken needle fragments or metal debris, safeguarding consumer safety and brand integrity.
Plastics and Packaging
Advanced detection systems combined with X-Ray Inspection Equipment are now essential for preventing contamination in high-speed packaging and molded plastic production.
Future Trends in Metal Detection Technology
The next generation of metal detection will bring smarter, smaller, and more connected systems. Manufacturers are investing in energy-efficient, self-calibrating, and AI-driven equipment to enhance traceability and consistency across global production networks. As the demand for automation grows, these systems will form the backbone of intelligent quality control.
Towards Smarter and Safer Industrial Detection
Emerging technologies in Industrial Metal Detectors, Metal Separators, and X-Ray Inspection Equipment are transforming how manufacturers ensure safety and compliance. By integrating these innovations, companies can achieve higher precision, reduced waste, and stronger brand protection.
For tailored detection solutions that match your production line’s needs, contact Jindun Elec to explore how advanced detection can elevate your quality control standards.
FAQs about Emerging Industrial Metal Detection Technologies