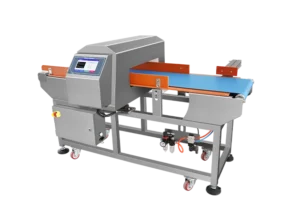
How Food Metal Detectors Are Installed and Commissioned in Real Factories
Installing a Food Metal Detector is not a simple “plug-and-play” task. In real factories, performance depends far more on how the system is installed, integrated, and commissioned than on the hardware alone. Many buyers discover too late that improper placement, electrical noise, or rushed calibration leads to false rejects, missed contaminants, and unstable production.
This guide walks through how industrial food metal detectors are actually deployed on production lines—what engineers evaluate, how installation unfolds, and why commissioning determines long-term reliability.
Why Installation Matters More Than Most Buyers Expect
A metal detector’s specification sheet cannot guarantee real-world performance. The same model may work flawlessly in one factory and fail in another. The difference lies in installation quality.
Before we discuss “how,” it is important to understand “why”: food production lines are electrically noisy, mechanically complex, and highly sensitive to environmental change. A detector that is poorly positioned or improperly grounded may lose sensitivity, generate constant false rejects, or fail audits.
In practice, installation and commissioning define whether a Food Metal Detector becomes a reliable safety system—or a daily operational burden.
Typical Factory Scenarios Before Installation
Every plant presents unique constraints. Understanding the environment is the first engineering step.
New Production Lines vs. Existing Lines
New lines allow full control over layout, spacing, and integration. Existing lines require adaptation around conveyors, fillers, sealers, and checkweighers that are already in place. Retrofit projects demand precise measurement and often custom frames or transitions.
Space Constraints, Hygiene Zones, and Line Speed
Food factories operate under strict hygiene zoning. Washdown areas, dry zones, and high-care rooms affect enclosure design and material selection. High-speed lines require faster reject systems and tighter synchronisation.
These variables shape where and how a detector can be installed.
Pre-Installation Planning: What Engineers Evaluate First
Before equipment arrives on-site, engineers define the operating envelope.
Product Type and Packaging Format
Wet, salty, frozen, or foil-packed products each affect detection physics. Bulk goods behave differently from sealed retail packs. These characteristics determine coil size, frequency, and sensitivity limits.
Line Speed and Throughput Requirements
A detector must inspect every unit at full production speed. Engineers match aperture size and processing speed to throughput targets to avoid bottlenecks.
Integration with Existing Equipment
A metal detector rarely operates alone. It must coordinate with conveyors, diverters, checkweighers, and sometimes upstream Metal Separator systems. Signal timing, PLC communication, and physical spacing are planned.
At this stage, experienced suppliers such as Jindun Elec define not just the device, but the entire system behaviour.
On-Site Installation Process in Real Factories
Once the equipment reaches the plant, theory becomes reality.
Mechanical Positioning and Line Alignment
The detector is positioned where product flow is stable and centred. Vibration sources—motors, drives, and compressors—are avoided. Frame alignment ensures products pass consistently through the aperture.
Electrical Connection and Signal Integration
Proper grounding is critical. Shared power lines, variable frequency drives, and poor earthing introduce noise that degrades sensitivity. Shielded cables and isolated circuits prevent interference.
Reject System Setup and Testing
Reject mechanisms—air blast, pusher, flap, or drop-out conveyor—must be synchronised precisely. Timing errors lead to missed rejects or good product loss.
Commissioning: Turning Hardware into a Working System
Installation alone does not make a detector operational. Commissioning converts hardware into a production-ready system.
Sensitivity Calibration for Real Products
Calibration uses actual product samples. Engineers determine the smallest detectable metal size under real conditions, not laboratory assumptions.
Product Effect Compensation
Moist or conductive foods generate “product effect.” Advanced tuning neutralises this background signal while preserving metal sensitivity.
False Reject Optimisation
Test runs identify sources of instability—vibration, temperature drift, inconsistent spacing. Parameters are refined until detection is stable at production speed.
Factory Acceptance: What a Proper FAT & SAT Looks Like
Acceptance testing validates readiness for production and audits.
Functional Testing with Real Samples
Certified test pieces are run repeatedly to prove detection consistency. Both ferrous and non-ferrous metals are verified.
Documentation and Compliance Records
Settings, test logs, and maintenance procedures are documented for quality systems such as HACCP, BRC, and IFS.
Common Installation Mistakes and Their Consequences
Learning from failures clarifies the value of professional deployment.
Incorrect Placement on the Line
Installing after vibration sources or unstable conveyors causes fluctuating signals and missed detections.
Poor Grounding and Electrical Noise
Inadequate earthing reduces sensitivity and creates random alarms.
Mismatch Between Detector and Product
Choosing an inappropriate aperture or frequency limits performance regardless of tuning.
How Professional Installation Reduces Long-Term Operating Cost
A properly installed system delivers more than compliance:
- Fewer false rejects
- Reduced downtime
- Lower maintenance cost
- Longer equipment lifespan
- Stable audit performance
This is why industrial projects focus on system engineering, not just device selection. In practice, this is where Jindun Elec differentiates—by designing detection systems that function reliably within real production constraints.
Conclusion
A Food Metal Detector proves its value only when it operates consistently under real factory conditions. Performance depends on where it is placed, how it is integrated, and how it is commissioned. Detection hardware is only one part of the equation—engineering execution defines success.
Manufacturers who treat installation as a strategic phase rather than a formality achieve higher reliability, lower waste, and stronger compliance.
Contact Jindun Elec to discuss how your production line can be equipped, commissioned, and optimised with industrial-grade metal detection systems designed for real factory conditions.
FAQs
Where should a food metal detector be installed on a production line?
Ideally, after final packaging but before palletising, in a location with stable product flow and minimal vibration.
How long does installation and commissioning usually take?
From a few hours for simple lines to several days for complex, integrated systems.
Can a metal detector be added to an existing food production line?
Yes. Retrofit projects are common and require precise mechanical and electrical integration.
What causes false rejects after installation?
Electrical noise, vibration, product effect, inconsistent spacing, or incorrect grounding.
Do food metal detectors require regular recalibration?
Yes. Periodic verification ensures sensitivity remains stable as products and environments change.
Share With
Related Articles



Hot Products